1800
Views & Citations800
Likes & Shares
Solders are predominantly used in electronic products. The use of Pb solders in electronic products is restricted because of its inherent toxicity, which has prompted the development and enhanced the use of Pb-free solders. However, the waste Pb-free solders are also comprised of many base metals. Their recycling is essential in viewpoint of economy as well as environment. Various pyro-, hydro- and biohydrometallurgical methods are reported for the recycling of waste solders. The present paper reviews the methods used for recovery of metals from waste solders, with special attention to the hydrometallurgical techniques.
Keywords: Solder, Lead-free solder, Hydrometallurgy, Metal recovery
INTRODUCTION
Electronic products are indispensable parts of day-to-day life and solders are the cornerstone technology of electronic interconnections [1]. Sn-Pb solders have been most successful in all electronic products for many decades because of its outstanding solderability and reliability [2-4]. However, its use is restricted due the health and environmental concerns associated with the toxicity of Pb [5-7]. Therefore, there is a rising demand for Pb-free solders, which include tin-silver (Sn-Ag), tin-zinc (Sn-Zn), and tin–copper (Sn-Cu) solder alloys [8-13]. The market share of Sn-Ag-Cu series increased to approximately 70% for reflowing Pb-free solder [14,15].
Although the Pb-free solders avoid the release of toxic Pb in nature, their excessive use eventually releases other metals such as Ag, Cu, and Zn, thus risking health and ecosystem [16]. Hence, it is necessary to reclaim these metals from the waste solders. This mini-review aims to explore various recycling processes for recovery of metals from waste solders and emphasizes on the hydrometallurgical techniques.
METAL RECOVERY
Pyrometallurgical process
A Pb refining process comprising of melting and re-powdering was applied for recycling of waste Sn-Pb solders [17]. Similar melting processes have been applied to Pb-free solders as well. Melting of solder at 220-230°C followed by the separation of the organic flux and metal components by specific gravity was applied for the recycling of waste Pb-free cream solder. But these pyrometallurgical processes consume high energy and emit various harmful gases causing air pollution. Also, it is difficult to recover individual metals using these process [18,19].
Hydrometallurgical process
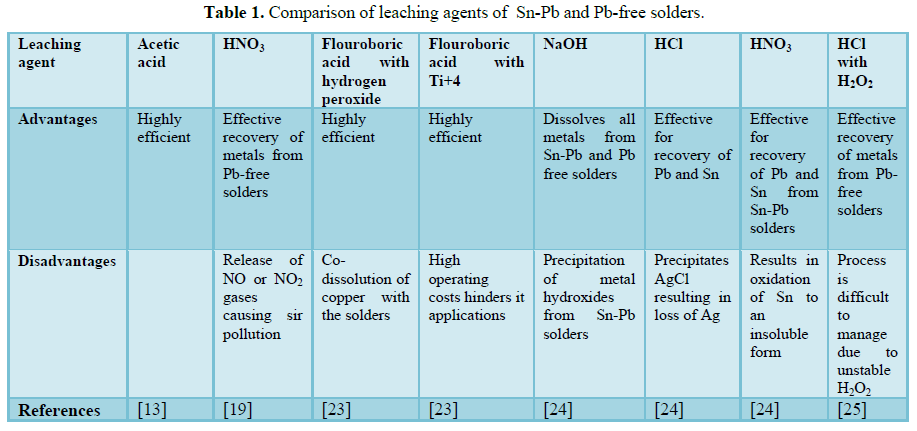
Hydrometallurgical processes are recognized as the alternative methods for reclamation of metals from waste solders. These treatment processes are low cost, require low energy, have a less environmental impact and are easily managed as compared with the pyrometallurgy [20,21]. Table 1 shows the comparison of various leaching agents of Sn-Pb and Pb-free solders. Table 2 shows the comparison of pyro and hydrometallurgical processes.
Sn-Pb Solders
Waste PCBs consist of multiple metals and the Sn and Pb from solder material hinder the recovery of other base and valuable metals. Moreover, direct leaching of waste PCBs results in poor metal extraction efficiency due to the presence of plastics, ceramics, resins, etc. Researchers were able to release the soldering material present on the outer epoxy resin layer of waste PCBs through a novel pre-treatment technique of organic swelling using n-methyl-2-pyrrolidone [22]. Further, they investigated the leaching of Pb from solders using different leaching agents such as sulfuric acid, hydrochloric acid, and nitric acid. Various process parameters were optimized and 99.99% Pb was leached using 0.2 M HNO3 at S:L ratio 1:100 (g/ml), at 90°C in 120 min. Kinetic studies revealed the chemically controlled reaction model with activation energy 26.94 kJ/mol. Application of the process for solder leaching of the liberated epoxy resin of swelled PCBs resulted in 99.99% leaching of Pb with 0.2 M HNO3 at 90°C in 45 min. Further, Sn in the residue was leached to obtain 98.74% recovery with 3.5 M HCl at 90°C for 120 min at S:L ratio 1:20 (g/ml).
The fluoroboric acid containing an oxidizing agent was used for the selective dissolution of solder [23]. Use of hydrogen peroxide as oxidizing agent resulted in co-dissolution of copper with the solder. Hence, Ti4+ ions were used as an oxidizing agent to obtain selective recovery. Though the process is highly efficient, high operating costs hinders it application for wastes enriched in Sn and Pb content.
The use of cost-effective leaching agents for Pb and Sn recovery was investigated by Ranitovic et al. [24]. NaOH was not effective as leaching agent due to the dissolution and precipitation of metal hydroxides. 2 M HNO3 and 2 M HCl were found effective for recovery of Pb and Sn respectively. However, further studies revealed the adverse interactions of leaching agents, making it incompatible for integrated hydrometallurgical recovery. HNO3 resulted in oxidation of Sn to an insoluble form, whereas use of HCl precipitated AgCl resulting in loss of Ag.
Pb-free solders
The leaching behavior of heavy metals from Sn-Ag-Cu, Sn-Zn and Sn-Pb solders using H2SO4, NaCl and NaOH solutions was observed by Cheng et al. [6]. Most of the Sn was leached from the Sn-Cu solder joint than from solder alloys in the NaCl solution as compared to that with NaOH and H2SO4 solutions. The surface corrosion products on the solder and their joints were composed of oxide, oxide hydroxide or oxychloride of the component element [6].
Nitric acid leaching was studied for recycling of waste Pb-free solders by Yoo et al. [19]. In the process, 99% of Ag and Cu were dissolved in 2 kmol/m3 HNO3 at 75°C, 100 kg/m3 pulp density and 400 rpm for 120 min. Also, the XRD results showed that tin was converted into stannic oxide (SnO2) which is sparingly soluble in the HNO3 solution. Further, precipitation or cementation was used to separate Ag and Cu by addition of NaCl or Cu powder.3755g/m3 Ag was recovered with the addition of 2 kg/m3 of NaCl or 125 kg/m3 of Cu powder to the leaching solution at 30°C. However, NO or NO2 gases generation during HNO3 leaching results in air pollution. Thus, Kim et al. [25] developed the recycling process for waste Pb-free solders utilizing hydrochloric acid and hydrogen peroxide and separate Sn, Ag and Cu as an individual component. Oxidants are required to dissolve metals into metal ions during e-waste leaching procedures. Many such studies are reported. Increase in temperature and HCl concentration increased Sn dissolution. 27090 g/m3 Sn and 191 g/m3 Cu were leached with 1 kmol/m3 HCl, 0.8 kmol/g3 H2O2 at 50°C and 400 rpm for 120 min. Ag was not detected in the leaching tests, suggesting its separation from Sn and Cu in the process. Further Cu ions were selectively precipitated by cementation process with Sn powder, while Sn could be recovered by electrowining from the Cu free solution. The Cu was re-dissolved as a result of the oxidation of remaining cupric ion and subsequent re-oxidation of a cuprous ion by oxygen, which was prevented by introducing the nitrogen gas during cementation. 92.8 g/m3 Cu was recovered with 0.1 g Sn powder at 30°C, 400 rpm, 0.3 ml/min N2 flow. However, such a process is difficult to manage as hydrogen peroxide is relatively unstable.
In continuation of this study, Lee et al. [26] studied a process utilizing ferric ions instead of H2O2 as an oxidant. Ferrous ions produced during the leaching process could be oxidized to get ferric ions and thus reuse the oxidant. The difference in Sn leaching was insignificant at 1.0-2.0 kmol/m3 HCl and was found to be independent of agitation speed. In the beginning, higher recovery rates were obtained for Sn and Cu at a higher temperature. Ag was not detected in the solution, suggesting its separation from Sn and Cu. Cu and Sn were separated from the ferric chloride leach solution by cementation and solvent extraction, respectively. Cu ions were removed by cementation using >1 g Sn powder in 100 ml leach solution containing 98.1 g/m3 Cu. The extraction efficiency of Sn increased with increasing tri-butyl phosphate (TBP) (diluted with kerosene) volume ratio in the organic phase. 99.9% of Sn was extracted selectively by 3-time solvent extraction with 15% TBP and 1:1 O/A ratio at 30°C.
In another study, Kim et al. [27] investigated the use of HCl and Stannic chloride for recycling of Pb-free solders, where Sn4+ was used as an oxidant. At the beginning of leaching process, Sn leaching increased rapidly with increasing agitation speed, HCl concentration, and temperature. However, it remained unaffected after 90 min at 1-3 kmol/m3 HCl, 300-600 rpm at 50-70°C. The increase in pulp density to 2% did not result in the Sn dissolution due to the unavailability of the oxidant. 99% Sn leaching was achieved in 90 min with 1 kmol/m3 HCl, 10500 g/m3 Sn4+ at 50 °C and 400 rpm with 1.5% pulp density. Ag was not detected in the process. Cu (24.5 g/m3) was precipitated by cementation using Sn powder.
Effects of temperature and agitation speed during nitric acid leaching of Sn and Bi from spent Pb-free solders were studied by Jeon et al. [28]. In the Eh-pH diagrams of Bi-H2O and Sn-H2O systems, bismuth, and tin exist as Bi3+ and SnO2, respectively, under the oxidizing and acidic conditions, so nitric acid was selected to separate Bi and Sn. The rapid increase in Bi leaching was observed with increase in agitation speed and temperature. 97.8% Bi was leached using 1 k mol/m3 HNO3 at 90°C, 400 rpm and 1% pulp density in one hour. The leaching efficiency was increased initially and then decreased in case of Sn, followed by formation of white precipitate of stannic acid (SnO2.H2O) as revealed by XRD.
The use of strong acid leachates releases toxic gases as well as generate an acidic waste solution which consequently is harmful to nature. To avoid this problem, Jadhav et al. [13] proposed the use of acetic acid as a leaching agent for recovery of metals from solders. Acetic acid was more efficient in leaching of Sn-Cu solder as compared to the Sn-Cu-Ag solder. Optimization of process parameters resulted in complete recovery of Sn and Cu in 30 h. Metal recovery increased with increase in acid concentration, resulting in complete metal recovery at 80% acid concentration. However, metal leaching decreased with an increase in temperature as well as particle size. Further, the authors compared the acetic acid leaching efficiency with the biologically produced acetic acid using Acetobacter. 39 and 54% of Cu and Sn were recovered using culture supernatant of Acetobacter, respectively. Although the leaching efficiency of Acetobacter supernatant was less as compared to acetic acid, it was still fairly good and can be applied to the bioleaching process.
Biohydrometallurgical process
C6H8O7 <---> (C6H7O7)- + H+ (2)
(C6H7O7)- + M+ ---> Metal Citrate Complex (3)
However, A. ferroxidans bioleaching involves the oxidation mechanism. A. ferroxidans uses Fe2+ as an energy source to produce Fe3+ (Eq. 4), which acts as an oxidising agent for metal solubilization (Eq. 5).
2Fe2+ + 2H+ + 0.5O2 ---> 2Fe3+ + H2O
Fe3+ + e- ---> Fe2+ + H2O (4)
M(s) - e- ---> M+(aq) (5)
Further 85% Sn and 80% Ag were precipitated from Sn-Cu-Ag bioleached solution by addition of NaOH and NaCl, respectively. 57% Pb was precipitated from Sn-Pb bioleached solution by passing H2S gas at pH 8.1. This process provides an alternative technology for metal waste recycling. However, further studies are essential to make the process fast and more economical for its application on large scale.
CONCLUSION
Waste solders can cause environmental hazards if not treated properly. However, they are comprised of metals, which if recycled properly are of great significance in viewpoint of economy as well as environment. Many recycling technologies are available while certain drawbacks hamper their use. The disadvantages must be looked upon and improved in order to develop a cost-effective and an environmentally friendly method. Application of a method for metal recycling depends mainly on the type and composition of waste being treated and further on technical and economic analysis. The possible solution for recycling of heterogeneous waste lies in the use of combined technologies. Thus, disadvantages of individual technologies could be neutralized by developing integrated technologies to attain a sustainable and environmentally friendly metal recycling.
1. Kotadia HR, Howes PD, Mannan SH (2014) A review: On the development of low melting temperature Pb-free solders. Microelectronics Reliability 54: 1253-1273.
2. Miao HW, Duh JG (2001) Microstructure evolution in Sn-Bi and Sn-Bi-Cu solder joints under thermal aging. Mater Chem Phys 71: 255-271.
3. Miao HW, Duh JG, Chiou BS (2000) Thermal cycling test in Sn-Bi and Sn-Bi-Cu solder joints. J Mater Sci Mater Electron 11: 609-618.
4. Pan J, Wang J, Shaddock DM (2005) Lead-free solder joint reliability-state of the art and perspectives. J Microelectronics Electronics Packaging 2: 72-83.
5. Loomans ME, Vaynman S, Ghosh G, Fine ME (1994) Investigation of multicomponent lead-free solders. J Electron Mater 23: 741-746.
6. Cheng C, Yang F, Zhao J, Wang L, Li X (2011) Leaching of heavy metal elements in solder alloys. Corrosion Sci 53: 1738-1747.
7. Kwon O, Jung K, Yoo K, Park J, Choi U (2013) Analysis of chemical forms of heavy metals in contaminated soil by sequential extraction methods. Geosystem Eng 16: 305-308.
8. Abtew M, Selvaduray G (2000) Lead-free solders in microelectronics. Materials Sci Eng Res 27: 95-141.
9. Zeng K, Tu K (2002) Six cases of reliability study of Pb-free solder joints in electronic packaging technology. Materials Sci Eng Res 38: 55-105.
10. Wu C, Yu D, Law C, Wang L (2004) Properties of lead-free solder alloys with rare earth element additions. Materials Sci Eng Res 44: 1-44.
11. Gao Y, Cheng C, Zhao J, Wang L, Li X (2012) Electrochemical corrosion of Sn-0.75-Cu solder joints in NaCl solution. Transactions Nonferrous Metals Soc China 22: 977-982.
12. Yang F, Zhang L, Liu ZQ, Zhong SJ, Ma J, et al. (2016) Properties and microstructures of Sn-Bi-X lead-free solders. Adv Mater Sci Eng.
13. Jadhav U, Su C, Chakankar M, Hocheng H (2017) Acetic acid mediated leaching of metals from lead-free solders. Bioresour Bioprocess 4: 42.
14. Ma H, Suhling JC (2009) A review of mechanical properties of lead-free solders for electronic packaging. J Mater Sci 44: 1141-1158.
15. Turbini LJ, Munie GC, Bernier D, Gamalski J, Bergman DW (2001) Examining the environmental impact of lead-free soldering alternatives. IEEE Trans Electron Packaging Manufacturing 24: 49.
16. Lim S, Schoenung J (2010) Human health and ecological toxicity potentials due to heavy metal content in waste electronic devices with fat panel displays. J Hazard Mater 177: 251-259.
17. Takahashi H, Tanaka T, Hamada M, Tohji K (2009) East Asian Research and Recycling Technology, 10th Int Symp.
18. Lee J, Song H, Yoo J (2007) Present status of the recycling of waste electrical and electronic equipment in Korea. J Resour Conserv Recycl 50: 380-397.
19. Yoo K, Lee JC, Lee KS, Kim BS, Kim MS, et al. (2012) Recovery of Sn, Ag and Cu from waste Pb-free solder using nitric acid leaching. Mater Trans 53: 2175-2180.
20. Huang K, Li J, Xu Z (2009) A novel process for recovering valuable metals from waste nickel-cadmium batteries. Environ Sci Technol 43: 8974-8978.
21. Tuncuk A, Stazi V, Akcil A, Yazici EY, Deveci H (2012) Aqueous metal recovery techniques from e-scrap: Hydrometallurgy in recycling. Minerals Eng 25: 28-23.
22. Jha MK, Archana K, Choubey PK, Lee JC, Vinay K, et al. (2012) Leaching of lead from solder material of waste printed circuit boards (PCBs). Hydrometallurgy 121: 28-34.
23. Gibson RW, Fray DJ, Sunderland JG, Dalrymple IM (2003) Recovery of solder and electronic components from printed circuit boards. Electrochem Soc P 18: 346-354.
24. Ranitović M, Kamberović Ž, Korać M, Jovanović N, Mihjalović A (2016) Hydrometallurgical recovery of tin and lead from waste printed circuit boards (wpcbs): Limitations and opportunities. Metalurgija 55: 153-156.
25. Kim SK, Lee JC, Lee KS, Yoo K, Alorro RD (2014) Separation of tin, silver and copper from waste Pb-free solder using hydrochloric acid leaching with hydrogen peroxide. Materials Transactions 55: 1885-1889.
26. Lee S, Yoo K, Jha MK, Lee J (2015) Separation of Sn from waste Pb-free Sn-Ag-Cu solder in hydrochloric acid solution with ferric chloride. Hydrometallurgy 157: 184-187.
27. Kim SK, Lee JC, Yoo K (2016) Leaching of tin from waste Pb-free solder in hydrochloric acid solution with stannic chloride. Hydrometallurgy 165: 143-147.
28. Jeon S, Park I, Yoo K, Ryu H (2015) The effects of temperature and agitation speed on the leaching behaviors of tin and bismuth spent lead free solder in nitric acid leach solution. Geosystem Eng 18: 213-218.
29. Jeon SH, Yoo K, Alorro RD (2017) Separation of Sn, Bi, Cu from Pb-free solder paste by ammonia leaching followed by hydrochloric acid leaching. Hydrometallurgy 169: 26-30.
30. Li L, Ge J, Chen R, Wu F, Chen S, et al. (2010) Environmental friendly leaching reagent for cobalt and lithium recovery from spent lithium-ion batteries. Waste Management 30: 2615-2621.
31. Rohwerder T, Gehrke T, Kinzler K, Sand W (2003) Bioleaching review, part a progress in bioleaching fundamentals and mechanisms of bacterial metal sulfide oxidation. Appl Microbiol Biotechnol 63: 239-248.
32. Hocheng H, Hong T, Jadhav U (2014) Microbial leaching of waste solder for recovery of metal. Appl Biochem Biotechnol 173: 193-204.
-
 Table 1
Table 1 -
Table 2